全站搜索

“剛接觸發那科機床的小夥伴,是不是常遇到這些問題?看著程序裏一串(chuàn) G 代碼,不知道哪個是快速移動、哪個是直線(xiàn)插補;對著控製麵板上密密麻麻的(de)按鍵,想調個參數卻遲遲不敢下手(shǒu)……今天這篇文章,就帶大家(jiā)從零搞懂發那科(kē)係統的核心 G 代碼和控製(zhì)麵板功能鍵,搭配高清(qīng)圖解,看完就能上手!”
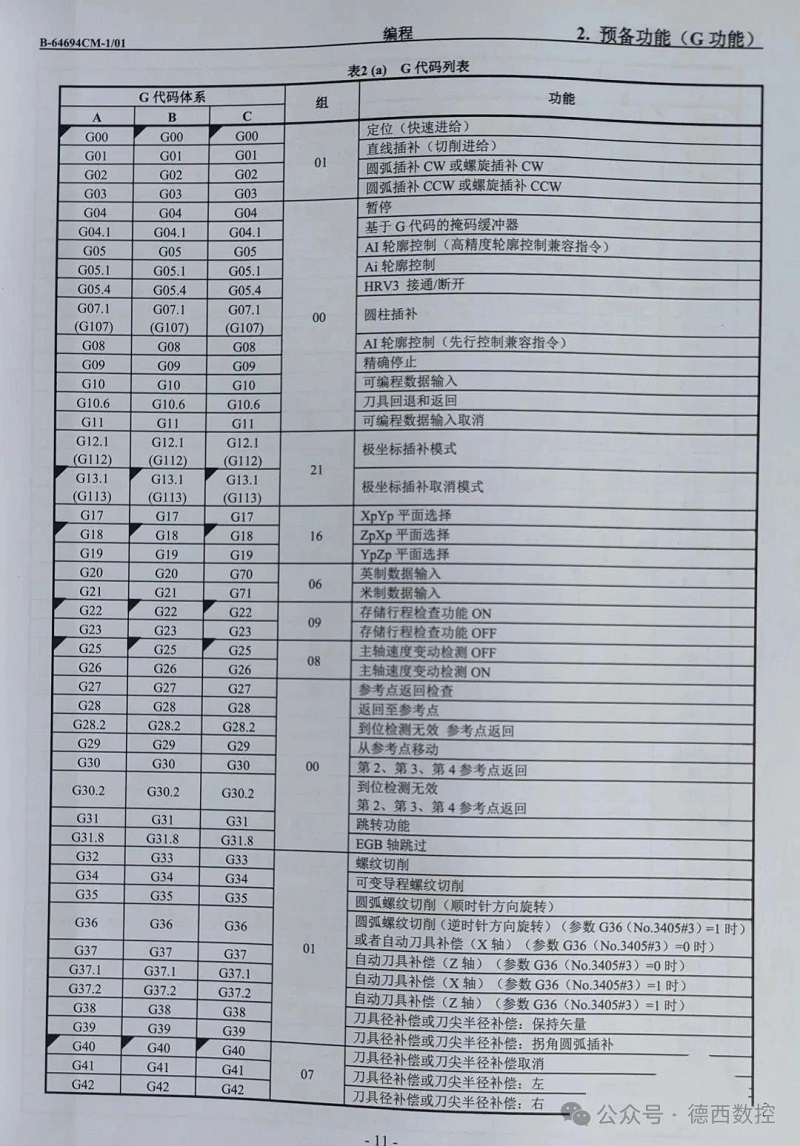
發那科(kē) G 代碼合集 —— 加工的 “指令密碼”
1. 基礎運動類 G 代碼(必學!)
G00:快速定位(wèi)一句話功能:讓刀具 “快跑” 到指(zhǐ)定位置,不加工工件。
G01:直線插補 一句話(huà)功能:刀具沿直線移動(dòng),“邊(biān)動邊加工”,速度由 F 指令控製。
G02/G03:圓弧插補(順時針 / 逆時針)一句話功能:加工(gōng)圓弧麵(miàn)時用,分清順逆時針就不(bú)會錯。
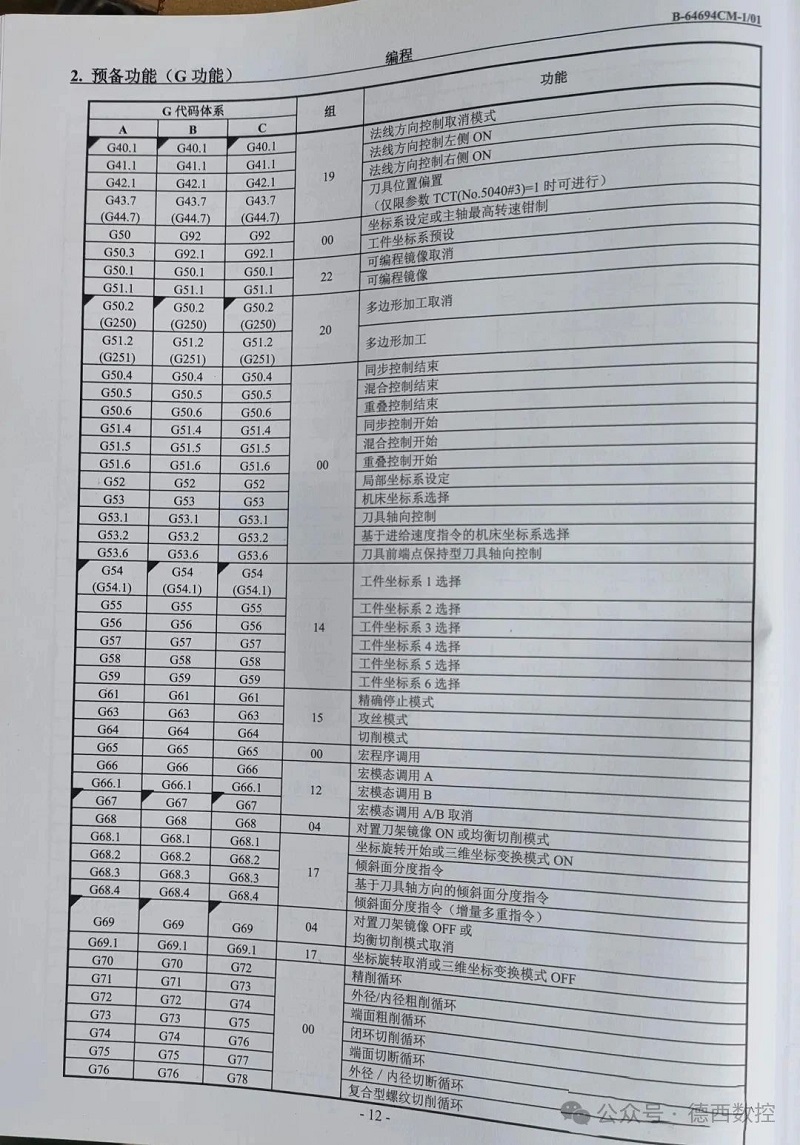
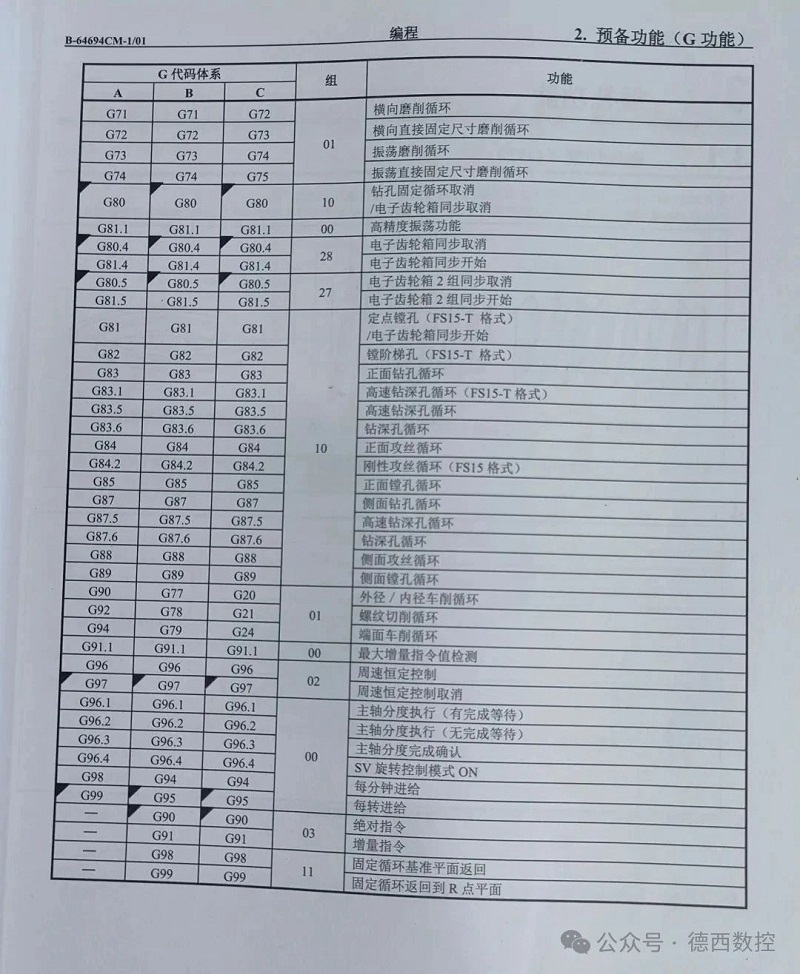
2. 坐標與(yǔ)補償類 G 代碼(避坑關鍵)
G54-G59:工件坐標係一句話功能:設(shè)定 “工件原點”,讓(ràng)機床(chuáng)知道 “從(cóng)哪開始加工”。
G41/G42:刀具半(bàn)徑補償一句話功能:算上刀具本身的厚度,避免加工尺寸 “差一(yī)點”。
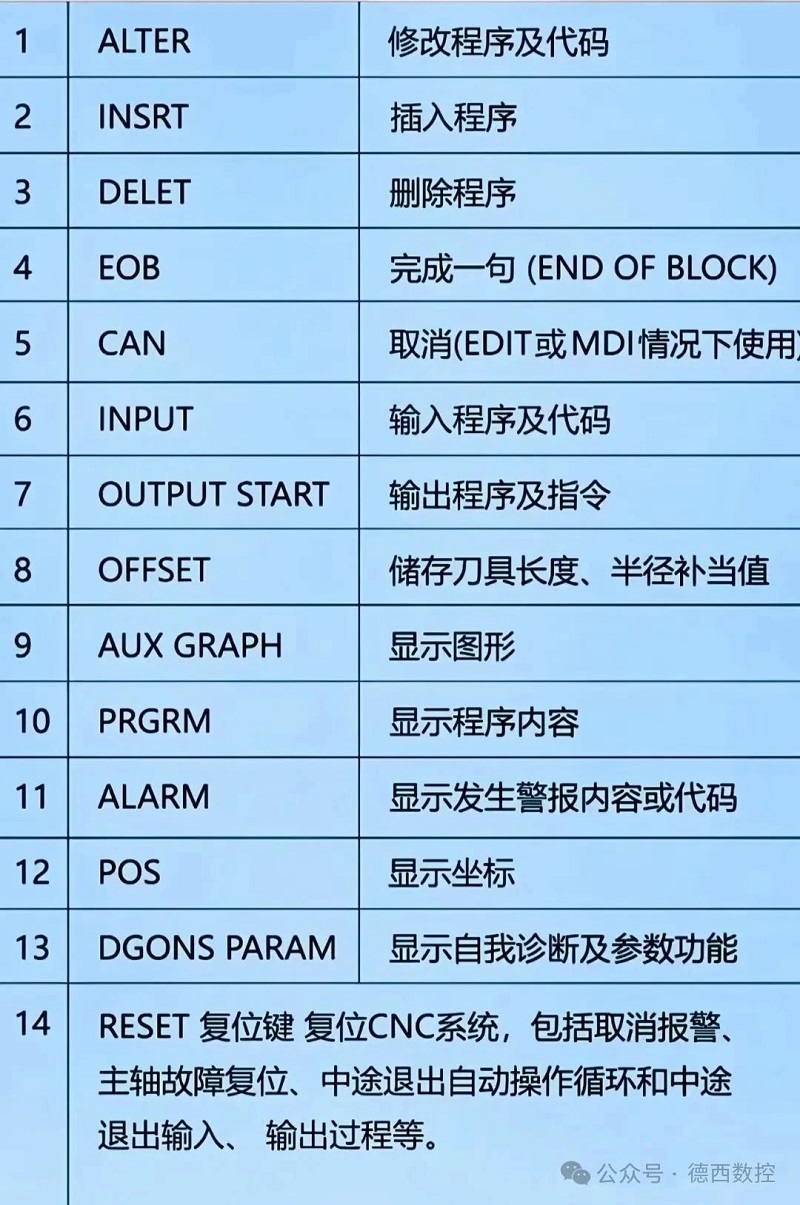
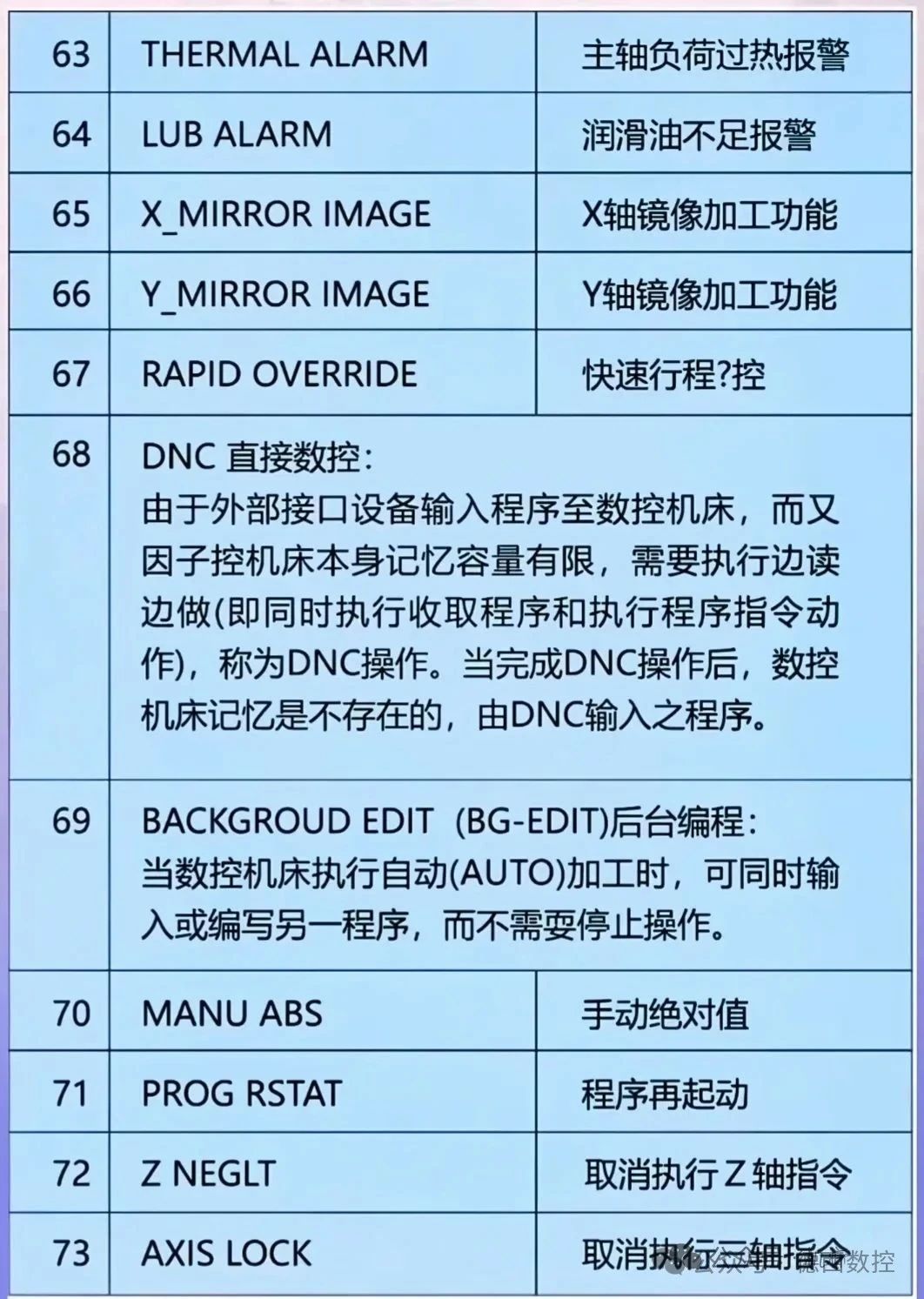
附:常用 G 代碼速查表 第二部分:發那科控製麵(miàn)板功能鍵 —— 操作的 “遙控器” 1. 基礎操作區(常用的(de)幾個鍵) 循環啟動 / 進給保持:綠色啟動鍵(程(chéng)序開始)、紅色暫停鍵(jiàn)(緊急停)。 2. 程序編輯區(改代碼用) INSERT(插入):在程序裏(lǐ)加一行代碼。 DELETE(刪除):刪掉錯誤的代碼行。 EOB(換行(háng)):寫完一行代碼後按一下(xià),自動換(huàn)行。 3. 坐標顯(xiǎn)示區(qū)(看位置用) POS(位置)鍵:按一下,屏(píng)幕顯示當前刀具的 X、Z 坐標,加工時盯著它看有沒有跑(pǎo)偏(piān)。 OFFSET(補償(cháng))鍵:設置(zhì)刀具長度 / 半徑補償值的地方,和(hé)前麵講(jiǎng)的 G41/G42 對應上。 4. 新手避坑提醒 千萬別亂按 “RESET(複位(wèi))” 鍵,會讓程序從頭開始(shǐ)! 手(shǒu)動移動刀具前,先確認 “模式旋鈕(niǔ)” 在 JOG 檔,避(bì)免(miǎn)碰壞工件。 Part.1 附:發那科麵板(bǎn)的按鍵功(gōng)能速查表(biǎo)
谘詢電話:
025-52169002
公司郵箱(xiāng):cnctcn@vip.sina.com
公司地址(zhǐ):江蘇省南京市江寧區濱江開發區頤年路3號(hào)
聯係電話
微信掃一掃